想要全面了解【舟山】 HDPE双壁波纹管_七孔梅花管销售准时交付产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:【舟山】 HDPE双壁波纹管_七孔梅花管销售准时交付的图文介绍


HDPE管道工程能够同槽进行施工,假如管道穿越铁路等,那么就要运用钢筋,铸铁等保护套。假如管道的埋深度低于建筑物的根底底面,那么管道不得敷设在建筑物墓础下地基分散角受压范围内。双壁波纹管的挑选应根据外部的受压状况,不同的运用环境挑选不通用的环刚度管材。
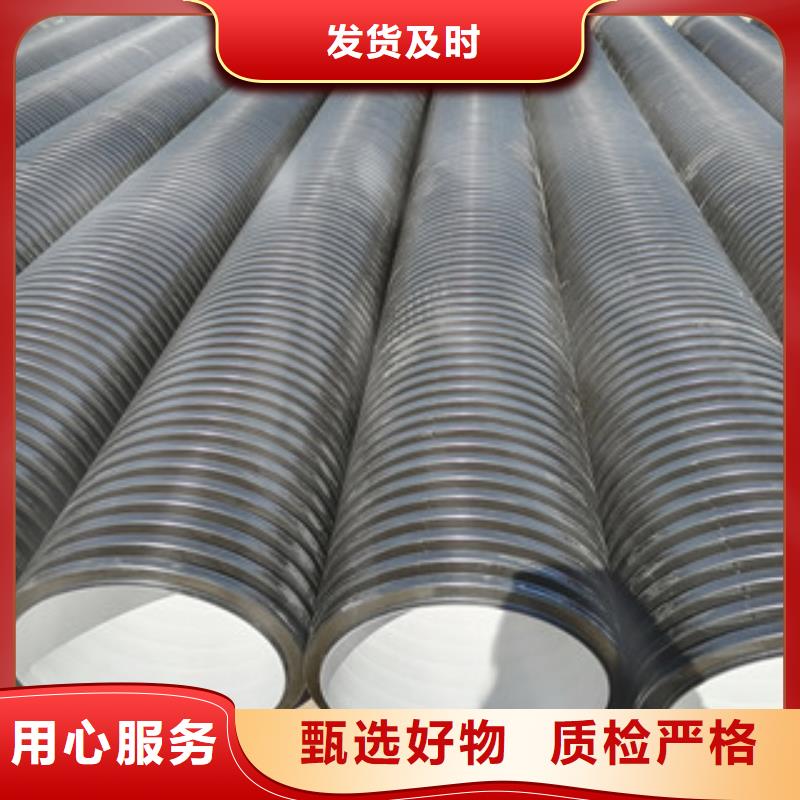
HDPE双壁波纹管使用率如此高,原因就是它安全可靠。跟普通塑料管比,双壁波纹管的环刚度更强,增强的钢带极易带给管材安全可靠的环刚度,这是其它管材所没有的。波纹管尽管表面带有波纹,但其内部十分润滑,这就降低了流体阻力,进步液体运送速度,且沉淀物不易在管道内堵塞,清洁度也更高。
双壁波纹管裂纹的发生是晶间腐蚀和应力腐蚀联合作用的结果,且会发生晶间腐蚀;双壁波纹管断口主要为沿晶断裂特征,断口腐蚀产物中硫元素含量较高。在石化行业中,连多环境容易引起设备产生应力腐蚀裂纹,连多一般是加工含硫的装置在停工期间,残留在设备中的含硫腐蚀产物与水和氧反应生成的。
由连多引起的应力腐蚀裂纹呈沿晶特征,并且波纹管的工作介质中含有烃类、水蒸气、一定量的含硫物质,这就为连多的形成提供了条件,因此该波纹管失效的原因为连多造成的应力腐蚀开裂。在连多介质中,铬在晶界上富集而形成贫铬区后,基体和晶界上的碳化铬之间所形成的电池使贫铬区优先溶解,从而发生晶间腐蚀。



恒塑管道有限责任公司作为中国【舟山双壁波纹管厂、】市场的优秀企业,“本着“服务至上,拒绝假货,打造品牌”的经营理念,坚持以“技术”做为企业竞争力,以“服务”作为企业的生命力。不断从国内外各界引进【舟山双壁波纹管厂、】相关的新技术和新产品,不断的寻求和优化【舟山双壁波纹管厂、】解决方案。追求更完美的组合。帮助客户和合作伙伴取的更卓越的成功。
【舟山】 HDPE双壁波纹管_七孔梅花管销售准时交付


双壁波纹管可以缩短工期和缩小施工难度,由于HDPE双壁波纹管质量远轻于水泥管材,非常容易承插,所以大大缩小了施工难度,并且双壁波纹管短为6米一根,而水泥管为2.5米一根,大大缩短工期。双壁波纹管对沟底要求不高,由于水泥管材为钢性管,为保障承插效果,沟底必须处理平整,打基础层,并且要求施工人员有责任心。
双壁波纹管为柔性管,对沟底要求不高,双壁波纹管对地面下沉或地壳变动不断裂,双壁波纹管的伸长率为钢管的20多倍,其断裂伸长率却非常高,延伸性很强,这就意味着当地面下沉或发性地震,地壳有变动的情况下,双壁波纹管能够产生抗性变形而不断裂。
首先双壁波纹管波峰高度高,波峰与波峰之间小,内径符合各个规格名称。可以用手去进行各种来判断,双壁波纹管的U型波峰的好坏直接影响到了管材的环刚度。直接的方法就是用手去管材的波峰,好的管材用手时感到波峰很结实不动,不好的管材正好相反,用手时可以轻松的将波峰压扁凹陷。
同时,连接密封胶圈要无龟裂细纹。双壁波纹管内外壁光滑,手感要细腻,管壁颜色要发亮。用眼睛观察,这是人类在确定某项事物时所采取的为有效和直观的方法,仔细观察所选购的双壁波纹管管体,看管材表面是否光滑圆润,有油光的光泽,如果有就能证明是合格的产品。



、出现的问题:扩口内外层未贴好原因分析:a.若是这种表象发生在始端,则由于内层冲气发动较晚或相应段的气压过小;b.若是发生在结尾,则由于内层冲气提前结束或扩口放气提前结束,又或许由于相应段的气压过小;c.若是从头到尾都没有贴好,则有可能是原材料的功用或温度的缘由。
接下来,小编带大家了解一下。1、出现的问题:内层被吹破原因分析:a.内层冲气气压过大;b.原材料耐性欠好;c.内层过薄;d.扩口放气发动晚或扩口放气管路不晓畅;e.原材料内有杂质;f.物料塑化不良等。3、出现的问题:扩口不完整,扩口的结尾不管怎样都无法贴上原因分析:a.内层冲气提前结束了:b.扩口放气提前结束了。
4、出现的问题:扩口前端的内层有凹限原因分析:a.内层冲气过早启动;b.水套与在型模块的中线偏离(成型机与水套不对中);c.内层壁厚偏薄;d.内层真空过早停止。5、出现的问题:扩口末端内层堆料原因分析:这种现象往往会导致扩口往里面凹。
其原因可能是:a.扩口末端内层料过厚;b.成型机在此段的降速的量过大;c.之前几段的内层冲气过大;d.内层的料温过高致料坯过软;e.外层的料坯在此段过厚。6、出现的问题:扩口末端的内层有凹限原因分析:a.扩口后的个波和第二个波内的气压过小;b.扩口后的个波和第二个波所对应的内层壁厚过厚;c.内层真空度较小或内层真空启动过晚;d.原材料的韧性差等。
HDPE双壁波纹管在不同环境下的安装注意事项发布日期:2018/7/3113:31:07查看:次我们都知道,施工过程中,管材的安装会受到环境、温度等外在因素的影响,不同的环境条件下,管材的安装规则也不一样。接下来,小编就带大家了解一下HDPE双壁波纹管在不同环境下的安装注意事项。
1、若管道拼装后较长时刻不焊接,处理过的外表会再次氧化,当不能及时焊接时,时间超过24小时或熔区被污染,应将电熔退出,重新处理。2、由于双壁波纹管的施工判定和工作,各地规则也不一致,通常由管道制作厂家供给施工人员培训和查核,并向合格人员公布操作。
3、电熔套筒阻值和焊接面积不相同,因而没有通用的焊接,应根据其生产厂家供给的文件需求焊接。4、安装环境温度过低时,资料本体温度也相应较低,如不采用恰当保温或预热办法,可能会影响焊接质量。5、选择温度较低时焊接可温升致使的拉应力,管道结尾与固定设备联接时,待联接两管道之间管段长度遭到严重的状况。
6、为了熔焊区污染影响焊接质量,冷却过快有或许构成假焊、或焊接接头塑性较差,要随时清洁管道,便于后期打扫或试压。以上内容,由HDPE双壁波纹管厂家整理发布。更多详情,欢迎访问:如果您对我们的产品感,欢迎随时联系我们,




 扫一扫
扫一扫